√ HangZhou CHOHO Industrial Co., Ltd. was founded in 1999. Has become the leader of chain system technology, the first batch of natioal recognized enterprise technology center,national technology innovation demonstration enterprise,and the first A-share listed company in China’s chain drive industry.The securities code is 003033. √ CHOHO has 4 subsidiaries, including testing technology and international trading companies. has 4 factories in HangZhou, Thailand factory, ZheJiang R&D Center and Tokyo R&D Center. In addition, CHOHO ZHangZhoug Industrial zone is expected to be completed & put into operation next year. √ We specialized in producing all kinds of standard chains and special chains, such as Agricultural Chain, Sprocket, Chain Harrow, Tillage Parts,Rice Harvester Chain, GS38 Chain, Roller Chain, Automobile Chain, Motorcycle Chain Industrial Chain and so on.Our partners among world top enterprises, such as LOVOL,JOHN DEERE,NEWHOLLAND, CLASS,AGCO,DEUTZFAHR,HONDA, KUBOTA etc.
Packaging Details:
advanced packaging / convenience package / bulk package / Waterproof bag / PE Bag / Premium cardboard box / Regular cardboard Carton / Neutral Box / Wooden case / Steel Pallets or Customization
We are very close to the port of HangZhou, which saves a lot of logistics costs and transportation time!
We have our own logistics company and transportation department. If you need me to deliver goods to your warehouse or other ports in China, such as ZheJiang Port and ZheJiang Port, we can also do it!
******************************************************* After years of quality practice, CHOHO has formed a unique quality culture and a quality management model that strategically achieves global chain system technology leaders in quality management. *******************************************************
∞ Driven by quality culture and strategy
∞ Implementation of R&D,procurement, production and marketing Digital Quality Management of the Whole Value Chain Cycle
∞ Quality Synergy of the Whole Industry Chain
∞ Achievement chain system technology leader
√ CHOHO has a natural brand awareness. As of January 2571, CHOHO has registered the “CHOHO” trademark in more than 60 countries, including the United States, Japan, the United Kingdom, France, Germany, Russia, Spain, Austria, Belgium, Bulgaria, Croatia, Czech Republic, Denmark, Finland, Greece , Hungary, Ireland, Italy, Netherlands, Poland, Portugal, Romania, Ukraine, Sweden, Australia, Algeria, Egypt, Kenya, Morocco, South Korea, Kazakhstan, Mongolia, Syria, Thailand, Pakistan, India, Brazil, Mexico, Colombia, etc.
CHOHO has been invited to participate in many international exhibitions around the world, including industrial exhibitions, agricultural exhibitions, motorcycle exhibitions, engine exhibitions, such as Hannover Messe, Bologna Fair, Canton Fair ,VIV ASIA and other world famous exhibitions!
COOPERATIVE CLIENT
Broad Customer Channels Market Continues to Develop!
Choho Provide Chain System Solutions for The Global Top 500 and The Enterprises in Various Fields Top 10!
FAQ
1. Are you a Manufacturer or Trade Company? -We are a factory focused on producing and exporting Chains for over 36 years and have a professional international trade team. 2. What terms of payment do you usually use? -T/T term 30% in advance,70% balance before shipment. Show your products and packaging before shipping. 3. What is your lead time for your goods? -Normally 1~45 days depending on order quantity & Spec, Stock can be shipped immediately. 4. Do you attend any Shows? -We attend the Hannover Messe, Bologna Fair, Canton Fair, AMTS, VIV ASIA, CIAME, Motor China, PTC Asia, Frankfurt Auto Parts, and other world-famous exhibitions! 5. Do you offer free samples? -Yes, we can. or you just bear the shipping cost. 6. Is OEM available? -Yes, OEM is available. 7. What are your major products? -Our main products are all kinds of Automobile Chain Systems, Motorcycle Chain Systems, Industrial Chain Systems, Agricultural Chain Systems, Bicycle chain Systems, Saw Chains, and Vessel Chain.
OTHER HOT SELL PRODUCTS
Thx for Reading! To know more about CHOHO, kindly visit
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
Material:
Alloy
Structure:
Roller Chain
Surface Treatment:
Polishing
Samples:
US$ 1.99/Meter 1 Meter(Min.Order)
|
Order Sample
A Series Short Pitch Precision Roller Chain Sample
You can apply for a refund up to 30 days after receipt of the products.
What are the considerations for selecting a corrosion-resistant conveyor chain?
When selecting a corrosion-resistant conveyor chain, several considerations should be taken into account to ensure optimal performance and longevity in corrosive environments. Here are the key factors to consider:
– Material Selection:
Choose a conveyor chain material that is resistant to the specific corrosive agents present in the environment. Stainless steel, plastic, and special coatings such as zinc or nickel plating are commonly used for their corrosion resistance properties.
– Corrosion Resistance Ratings:
Review the corrosion resistance ratings of different chain materials and coatings. Look for industry standards such as ASTM or ISO ratings that indicate the material’s resistance to specific corrosive substances or environmental conditions.
– Environmental Factors:
Consider the specific environmental factors that contribute to corrosion, such as humidity, temperature, presence of chemicals or solvents, and exposure to saltwater or acids. Evaluate how these factors may impact the chain’s corrosion resistance requirements.
– Coating or Surface Treatment:
If using a metal chain, consider applying additional coatings or surface treatments to enhance its corrosion resistance. Options may include electroplating, powder coating, or using specialized anti-corrosion coatings.
– Compatibility with Cleaning Methods:
Ensure that the selected chain material is compatible with the cleaning methods and chemicals used in the application. Some corrosive-resistant materials may require specific cleaning procedures to maintain their performance and longevity.
– Operational Considerations:
Take into account the load capacity, speed, and operational requirements of the conveyor system. Ensure that the corrosion-resistant chain can withstand the mechanical stresses and operational demands without compromising its corrosion resistance properties.
– Cost-Effectiveness:
Weigh the initial cost and long-term benefits of using a corrosion-resistant conveyor chain. While corrosion-resistant materials may have a higher upfront cost, they can significantly reduce maintenance, replacement, and downtime costs associated with corrosion-related failures.
By considering these factors, you can select a corrosion-resistant conveyor chain that is well-suited for the specific corrosive environment, ensuring reliable and durable performance in applications such as chemical processing, food production, wastewater treatment, or outdoor environments.
What are the factors to consider when selecting the pitch of a conveyor chain?
When selecting the pitch of a conveyor chain, several factors need to be considered to ensure optimal performance and efficiency. Here are the key factors:
1. Load Capacity: The pitch of the conveyor chain should be selected based on the anticipated load capacity of the system. Consider the weight and size of the conveyed materials to ensure the chain can handle the required load without exceeding its capacity.
2. Speed and Application: The operating speed of the conveyor system and the specific application play a role in determining the pitch. Higher speeds may require smaller pitch chains to maintain smooth and reliable operation.
3. Conveyor Length: The length of the conveyor system affects the selection of the chain pitch. Longer conveyors may require larger pitch chains to distribute the load and reduce tension on individual chain links.
4. Space Constraints: Consider the available space for the conveyor system. Smaller pitch chains may be preferred in applications with limited space to minimize the overall footprint of the conveyor.
5. Wear and Maintenance: The pitch selection should also consider the anticipated wear and maintenance requirements. Smaller pitch chains often provide better wear resistance and may require less frequent lubrication and maintenance.
6. Speed Regulation: If the conveyor system requires speed regulation or precise positioning, the pitch selection should align with the control capabilities of the drive system. Smaller pitch chains can offer finer control and accuracy.
7. Compatibility: Ensure that the selected pitch is compatible with other components of the conveyor system, including sprockets, guides, and attachments. They should be designed to work together smoothly and efficiently.
8. Application Environment: Consider the environmental conditions in which the conveyor will operate. Factors such as temperature, humidity, corrosive substances, or abrasive materials may influence the choice of chain pitch and material to ensure durability and longevity.
By considering these factors, you can select the appropriate pitch for the conveyor chain, ensuring optimal performance, longevity, and reliable operation of the system.
How does a conveyor chain compare to other types of conveyor systems?
Conveyor chains are one of the common types of conveyor systems used in various industries. They offer specific advantages and characteristics that differentiate them from other types of conveyor systems.
1. Versatility: Conveyor chains are highly versatile and can be used for a wide range of applications, including horizontal, inclined, and vertical conveying. They can handle various types of materials, from bulk solids to individual items.
2. High Load Capacity: Conveyor chains are known for their high load-carrying capacity. They are designed to handle heavy loads and can be used in applications where other conveyor systems may not be suitable.
3. Durability: Conveyor chains are built to withstand harsh operating conditions and heavy-duty use. They are made from strong and durable materials, such as steel or alloy, that can withstand abrasion, impact, and wear.
4. Flexibility: Conveyor chains offer flexibility in terms of layout and design. They can be configured to accommodate complex conveyor paths, curves, and multiple discharge points, allowing for efficient material flow and system customization.
5. Cost-Effective: Conveyor chains often provide a cost-effective solution for material handling compared to other conveyor systems. They have a relatively low initial cost, require less maintenance, and have a longer service life.
However, it’s important to note that conveyor chains may not be suitable for every application. Other types of conveyor systems, such as belt conveyors, screw conveyors, or pneumatic conveyors, may offer specific advantages depending on the application requirements, material characteristics, or environmental factors.
Ultimately, the selection of the appropriate conveyor system depends on factors such as load capacity, material properties, layout constraints, cost considerations, and specific application needs.
Agricultural Chain attachment: Type Style: S, A, CA, C type For Free Samples Prompt Delivery Green Product International Approvals Experienced Staff
Why choose us? 1. HangZhou Xihu (West Lake) Dis.hua Chain Group Co., Ltd established in 1991, we have 5 subsidiaries in China and also have 6 subsidiaries abroad; 2. We covering a production area of 200, 100 square meters, have more than 1, 800 sets of advanced equipment and over 3, 100 highly skilled employees, the annual production capacity has exceeded 20, 000, 000 meters; 3. We specialized in producing all kinds of standard chains and special chains, such as A or B series chains, driving chains, conveyor chains, dragging chains, agricultural chains and so on; 4. We have obtained ISO9001, ISO14001, ISO16969, AAA and API certificates.
The company is specialized in producing all kinds of standard chains and special chains, E. G. A or B series chains, automobile chains, stainless steel chains, combine harvester chains, heavy-duty cranked link transmission chains, stereo garage chains and maintenance-free chains etc. In recent years, it invests the capital and depends on the improvement of technology to accelerate the step of new product development and the step of technology reform. It intends to produce high strength and precision chains in order to meet requirements of the domestic and overseas markets. We have enclosed our catalog, which introduces our company in detail and covers the main products we supply at present.
Should any of these items be of interest to you, please let us know. We will be happy to give you a quotation CHINAMFG receipt of your detailed requirements.
We look CHINAMFG to receiving your enquires soon.
/* March 10, 2571 17:59:20 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
Material:
Stainless Steel
Colors:
Natural Blue Yellow
Made Style:
Manufacture and OEM
Structure (For Chain):
Roller Chain
Usage:
Transmission Chain
Transport Package:
wooden case/container
Customization:
Available
|
Customized Request
How does a conveyor chain handle inclined or declined conveyance?
A conveyor chain is designed to handle various types of conveyance, including inclined or declined applications. Here’s how a conveyor chain handles these situations:
1. Inclined Conveyance: When a conveyor system is required to move materials uphill, an inclined conveyor chain is used. The chain’s design includes special attachments or cleats that provide additional grip and prevent material from slipping or sliding backward. These attachments are strategically positioned along the chain to ensure effective conveyance on inclines.
2. Declined Conveyance: For conveyors that move materials downhill, a declined conveyor chain is utilized. Similar to inclined conveyance, the chain may have specialized attachments or cleats that help control the speed and prevent material from sliding too quickly. These attachments keep the material in place and ensure a controlled and efficient flow downward.
Both inclined and declined conveyance require careful consideration of the chain’s design, including the type and arrangement of attachments. The size, shape, and weight of the conveyed material also play a role in determining the appropriate chain configuration. It’s important to consult with conveyor chain manufacturers or experts to select the right chain and attachments for specific inclined or declined applications.
What are the advantages of using a plastic conveyor chain?
Plastic conveyor chains offer several advantages over traditional metal chains. Here are some of the key advantages:
1. Corrosion Resistance: Plastic chains are highly resistant to corrosion, making them ideal for applications in humid or corrosive environments. They do not rust or deteriorate when exposed to moisture or chemicals.
2. Lightweight: Plastic chains are significantly lighter than metal chains, making them easier to handle and install. Their lightweight nature reduces the overall weight of the conveyor system and can result in energy savings during operation.
3. Low Noise Operation: Plastic chains generate less noise compared to metal chains, leading to a quieter working environment. This can be particularly beneficial in industries where noise reduction is important, such as food processing or packaging.
4. Reduced Friction and Wear: Plastic chains have self-lubricating properties, which reduce friction and wear. This results in lower maintenance requirements and longer chain life. The smooth surface of plastic chains also minimizes the risk of product damage during transportation.
5. Flexibility and Modularity: Plastic chains can be easily customized and designed to fit specific conveyor system requirements. They offer flexibility in terms of length, width, and configuration. Additionally, plastic chains are often modular, allowing for easy replacement of damaged or worn-out sections without replacing the entire chain.
6. Cost-Effective: Plastic conveyor chains are generally more cost-effective compared to metal chains. They are often less expensive to manufacture and offer a longer lifespan with minimal maintenance requirements, resulting in lower overall costs.
7. Chemical Resistance: Plastic chains are resistant to a wide range of chemicals, making them suitable for applications where exposure to aggressive substances is a concern. They can withstand contact with oils, acids, alkalis, and various cleaning agents.
Overall, the advantages of using a plastic conveyor chain include corrosion resistance, lightweight design, low noise operation, reduced friction and wear, flexibility, cost-effectiveness, and chemical resistance. These benefits make plastic chains a popular choice in various industries, including food processing, packaging, pharmaceuticals, and logistics.
What are the common causes of conveyor chain failures?
Conveyor chain failures can occur due to various reasons, and identifying the root cause is crucial for preventing future issues. Here are some common causes of conveyor chain failures:
Lack of Lubrication: Insufficient or improper lubrication can lead to increased friction and wear on the chain components, resulting in premature failure.
Excessive Load: Overloading the conveyor chain beyond its rated capacity can cause excessive stress and strain, leading to chain elongation, deformation, or link breakage.
Misalignment: Improper alignment of the conveyor chain can cause uneven loading and excessive wear on specific areas, leading to chain failure.
Environmental Factors: Harsh operating environments, such as high temperatures, corrosive substances, or abrasive materials, can accelerate chain wear and corrosion, leading to failure.
Foreign Objects: The presence of foreign objects or debris on the conveyor system can interfere with the movement of the chain, causing jamming, binding, or chain damage.
Poor Maintenance: Inadequate maintenance practices, such as irregular inspections, failure to address minor issues promptly, or neglecting to replace worn components, can contribute to chain failures.
Incorrect Installation: Improper installation, including incorrect tensioning, misalignment, or using incompatible components, can result in premature chain failure.
Fatigue and Wear: Continuous operation over time can lead to fatigue and wear in the chain, especially in high-speed or heavy-duty applications, resulting in eventual failure.
Regular maintenance, proper lubrication, adequate training for operators, and adherence to manufacturer guidelines can help mitigate these common causes of conveyor chain failures. Conducting routine inspections, promptly addressing issues, and replacing worn components can also significantly extend the life of the conveyor chain.
1. Leaf chain conform to ISO, BS, JS and other standards
2. Mainly BL, AL, LL, FL series leaf chain
3. Our leaf chain customization service can be provided according to customer requirements
4. The leaf chain is made of high quality material and heat treatment technology.
5. The products are widely used in forklifts, textile machinery, drilling rigs, etc. to achieve vertical lifting, horizontal traction and other uses.
Available materials
1,Stainless steel: stainless steel 304, 316, etc.
2. Alloy steel: 45 Mn, 42 CrMo, 20CrMo, etc.
OEM according to your requirements
Surface treatment: polished, galvanized, nickel-plated, etc.
Design standard: ISO DIN ANSI according to customer’s drawing requirement
Certificate: ISO9001:2008
Leaf chain structure
Leaf chain consists of chain plate and pin only. The chain plates are connected by pins to carry the tension on the chain plates. The outer chain plate is overfitted with the pin and the pin is riveted.
The inner chain plate, middle chain plate and pin are sliding fit.
Scope of Application The plate chain is widely used in forklift, textile machinery, traction, tensioning chain, etc.
Company Advantages: Own Import & Export License, The TV trade mark registered successfully in many countries, Sales network spread all over China, Products export to 65 countries in 5 continents.
Membership: 1. The member of China General Machine Components Industry Association. 2. The member of China Chain Transmission Association. 3. The member of China Chain Standardization Association. 4. The member of China Agricultural Association Machinery Manufacturers.
With our excellent trained staffs and workers, advanced and efficient equipments, completely sales network, strict QA systems. You are confidence that our premium qualified chain can meet all customers’ specification and strictest quality standards.
Please do not hesitate to contact us for more information on how TransVision products can meet your industries demands at highly competitive pricing.
Quality First, Clients Uppermost.
Product Categories
WHY CHOOSE US
Comprehensive Product Portfolio We produce and supply a wide range of power transmission products including drive chains, leaf chains, conveyor chains, agricultural chains, sprockets, and couplings. This one-store-for-all shopping experience will significantly reduce your searching costs while guarantee youfind what you want at 1 click.
Value Choice Products Our products are the best combination of quality and price, and you get what you want within your budgets
Seasoned Sales Associates and Engineers We have 15 seasoned sales associates and 5 engineers; on our team at your disposal any time when you need a helping hand. They are well trained with industry know-now and will always respond to your requests within 24 hours.
100% Customer Retention Rate Our regular customers from overseas come back not just for our premium quality products, but for the superior services that we’ve provided over the years.
FAQ
Q1: What’s your average lead time? A: It varies. Our regular end-to-end lead time is 1-2 months.. We also provide express shipments for rush orders. For details,please consult our sales associate.
Q2: Is your price better than your competitors given the same quality? A: Definitely YES. We provide the most competitive price in the power transmission industry. If price disparity exists, we’ll be more than happy to do a price match. Q3: Can you make chains according to my CAD drawings? A: Yes. Besides the regular standard chains, we produce non-standard and custom-design products to meet the specific technical requirements. In reality, a sizable portion of our production capacity is assigned to make non-standard products.
Q4: Can we inspect the goods before shipment? A: Yes. You or your representative or any third-party inspection party assigned is allowed access to our facility and do the inspection.
Q5: What kind of payment method is acceptable for your mill? A: We’re flexible. We take T/T, L/C, or any other online payment methods so long as it’s applicable for you.
Q6: What if I have any other questions? A: Whenever in doubt, you’re always encouraged to consult our sales associate any time – They will help you to your satisfaction.
Shipping Cost:
Estimated freight per unit.
To be negotiated
Usage:
Transmission Chain, Conveyor Chain
Material:
Alloy
Surface Treatment:
Electroplating
Samples:
US$ 2/Piece 1 Piece(Min.Order)
|
Order Sample
Customization:
Available
|
Customized Request
Can a conveyor chain be used in extreme temperature environments?
Yes, conveyor chains can be designed and manufactured to withstand extreme temperature environments. The suitability of a conveyor chain for high or low-temperature applications depends on the material composition and construction of the chain.
1. High-Temperature Environments: For applications involving high temperatures, conveyor chains made of heat-resistant materials such as stainless steel or special alloys are commonly used. These chains can withstand elevated temperatures without significant deformation or loss of strength. They are designed to resist oxidation, corrosion, and thermal expansion, ensuring reliable performance in hot environments.
2. Low-Temperature Environments: Similarly, conveyor chains can also be engineered for low-temperature applications. In cold environments, chains made of materials that remain ductile and strong at low temperatures are utilized. These chains are designed to withstand the effects of cold temperatures without becoming brittle or losing their mechanical properties.
It’s important to consult with conveyor chain manufacturers or experts who specialize in extreme temperature applications to select the most suitable chain material and design. They can provide guidance on factors such as material selection, lubrication, and operational considerations to ensure the conveyor chain performs effectively and reliably in extreme temperature environments.
What are the benefits of using a roller conveyor chain?
A roller conveyor chain offers several advantages in material handling and transportation applications. Here are some of the benefits:
1. Efficient transportation: Roller conveyor chains are designed to smoothly and efficiently transport various types of goods and materials. The rollers provide low-friction movement, reducing the effort required to move the load along the conveyor.
2. Versatility: Roller conveyor chains are versatile and can handle a wide range of products, from small and lightweight items to heavy and bulky loads. They are commonly used in industries such as manufacturing, distribution, logistics, and warehouses.
3. Durability: Roller conveyor chains are typically made from robust materials such as steel, which provides excellent durability and longevity. They can withstand heavy loads, repetitive use, and harsh working environments.
4. Flexibility: Roller conveyor chains can be configured in various layouts to accommodate different space requirements and material flow patterns. They can be straight, curved, inclined, or declined to optimize the flow of goods within the facility.
5. Easy accumulation: Roller conveyor chains allow for efficient accumulation of products without causing damage or jamming. The rollers can be designed with specific spacing and configurations to enable controlled accumulation and release of items along the conveyor line.
6. Minimal maintenance: With proper maintenance and lubrication, roller conveyor chains require minimal upkeep. The design of the chain and rollers reduces the accumulation of debris, making them easier to clean and maintain.
7. Smooth and quiet operation: The use of rollers in the conveyor chain ensures smooth and quiet operation, reducing noise levels in the workplace. This creates a more comfortable and productive working environment.
8. Enhanced safety: Roller conveyor chains are designed with safety in mind. They can be equipped with various safety features such as guards, sensors, and emergency stop mechanisms to ensure the well-being of operators and prevent accidents.
By utilizing a roller conveyor chain, businesses can benefit from improved efficiency, increased durability, flexibility in material handling, and enhanced safety in their operations.
How do you calculate the required length of a conveyor chain?
Calculating the required length of a conveyor chain involves considering several factors related to the conveyor system and the specific application. Here’s a step-by-step guide:
Determine the Conveyor Length: Measure the total length of the conveyor path, including any horizontal, inclined, or vertical sections.
Account for Sprocket Centers: Identify the locations of the sprockets or drive units along the conveyor path. Measure the distance between each pair of adjacent sprockets.
Calculate the Number of Links: Divide the total conveyor length by the pitch of the chain to determine the number of links required. The pitch is the distance between the center of two consecutive pins on the chain.
Consider Tension Adjustment: Take into account any tension adjustment requirements based on the specific application. This may include allowances for tensioning devices or tension variations due to load fluctuations.
Include End Connections: Consider the length of the end connections, such as master links or connecting pins, which are used to join the ends of the chain. Include their dimensions in the total chain length calculation.
Add Safety Factors: Incorporate appropriate safety factors to ensure adequate chain length for proper tensioning and to accommodate any potential stretching or wear over time.
It’s important to note that the calculation of the required chain length is an estimation based on various factors and may require adjustments during the installation and tensioning process. Consulting the conveyor manufacturer’s guidelines or working with an experienced engineer can provide more precise calculations based on the specific conveyor system and application requirements.
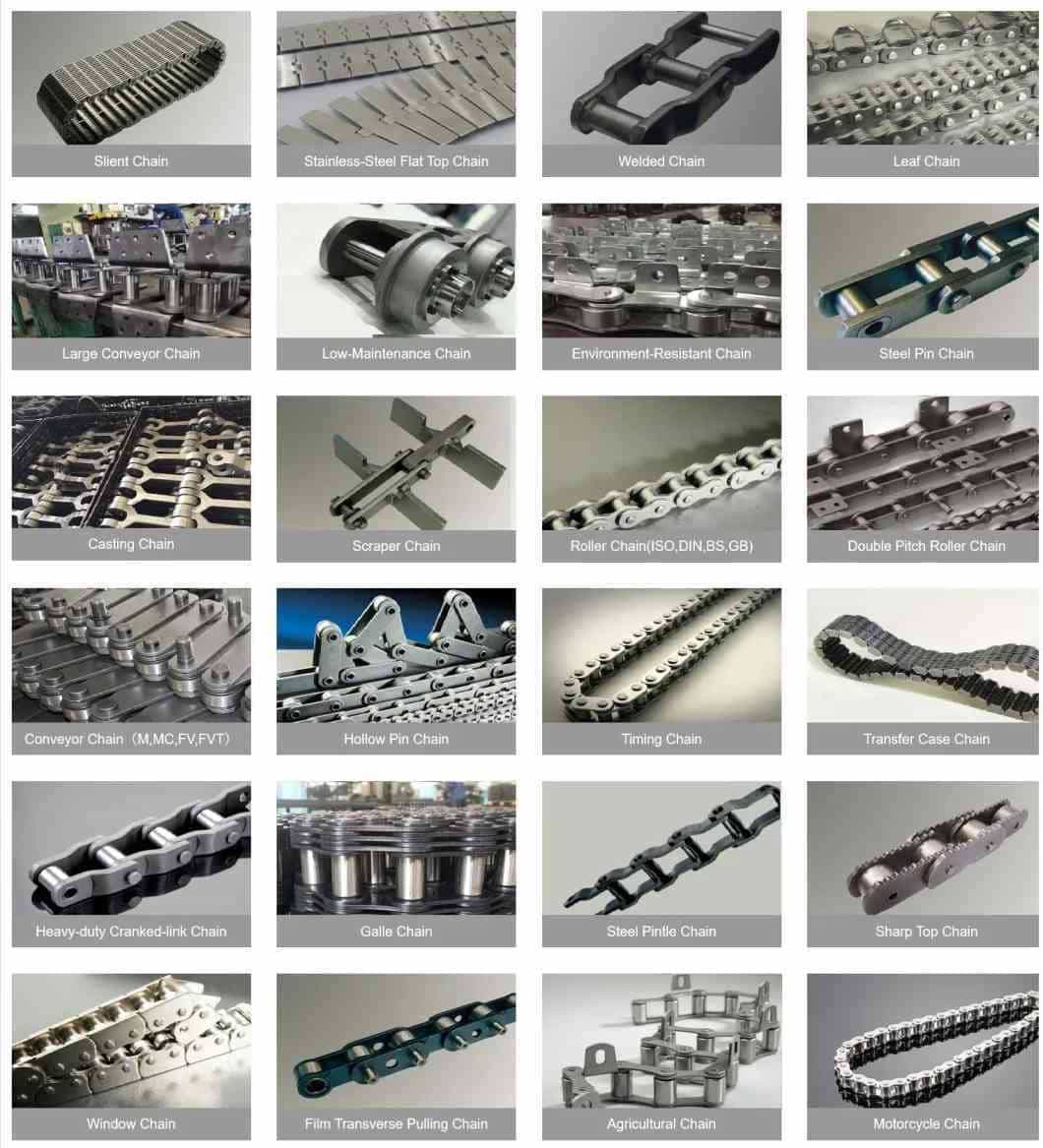
The chain types are divided into engineering chain, conveying chain, plate chain, transmission chain, escalator chain, parking equipment chain, agricultural chain, stainless steel chain, etc. There are different types of chains with different purposes, specifications, models and styles.
Plate chain type Plate chain is usually used to lift goods. For example, forklift, lifting machinery and equipment. Plate chain has no rollers, but chain plates are connected with each other. It is a kind of chain used for loading. Different types of plate chains have different functions,
Stainless steel chain Stainless steel chain types include standard stainless steel chain, stainless steel hollow pin chain, stainless steel chain used for environmental protection equipment, etc,
Type of transmission chain Many types of transmission chains are power transmission chains, such as precision roller chains, double pitch roller chains, high-strength short pitch precision roller chains, petroleum chains, pumping unit chains, self-lubricating roller chains, side bending (turning machine) chains, corrosion resistant chains, etc
There are many types of escalator chains, including escalator step chains, heavy-duty high gradient escalator step chains, travelator chains, and escalator chains of different specifications and models,
The engineering chain includes many kinds of chains, such as cement bucket elevators, environmental protection equipment, pavers, trenchers, welding equipment, mining, power plant dust removal and other equipment.
Agricultural machinery chain Agricultural machinery chain is a chain developed and produced according to the characteristics of different crops, including rice harvester chain, GS38 combine chain, corn harvester chain, citrus straw harvester chain, soybean harvester chain, peanut harvesting chain, garlic sowing chain, and potato planter chain.
There are many types of conveying chains, such as wood conveying chain, double speed chain, RF conveying chain, sharp tooth chain, sugar chain, brown oil chain, F chain, metric conveying chain, top roller conveying chain, grain scraper, hollow pin, suspension conveying, etc. The conveying chain is a power chain for transporting goods.
Parking equipment chain This type of chain includes roller chains for parking equipment, chains for vertical circulation parking equipment, and parking equipment chains that can be developed according to demand.
Model Table of Chain
Transmission chain (Driving Chain)
Short Pitch Precision Roller Chain (A Series)(1,2,3)
The company has advanced manufacturing technology and relatively strong manufacturing force, and high-end precision testing instruments to ensure that every chain leaving the factory is qualified. The company mainly deals in: transmission chain, transmission chain, lifting chain, agricultural machinery chain, stainless steel chain, etc. Various non-standard chains are ordered separately. The company uses more than 600 kinds of non-standard molds. It can be customized according to drawings. We implement all-round management and control over product quality and service, and constantly improve customer satisfaction. The chain produced by the company enjoys a certain reputation in the world with its high quality, good reputation and high-quality service.
Related products
We not only produce chains and transmissions, including gear boxes, sprockets, gears, racks, couplings and other products, but also supply them to meet your one-stop purchase. Welcome to consult us
Packaging & Shipping
Certifications
Usage:
Transmission Chain, Drag Chain, Conveyor Chain, Dedicated Special Chain
Material:
Stainless steel
Surface Treatment:
Oil Blooming
Feature:
Oil Resistant
Chain Size:
1/2"*3/32"
Structure:
Roller Chain
Samples:
US$ 9999/Piece 1 Piece(Min.Order)
|
Request Sample
Can a conveyor chain be used in extreme temperature environments?
Yes, conveyor chains can be designed and manufactured to withstand extreme temperature environments. The suitability of a conveyor chain for high or low-temperature applications depends on the material composition and construction of the chain.
1. High-Temperature Environments: For applications involving high temperatures, conveyor chains made of heat-resistant materials such as stainless steel or special alloys are commonly used. These chains can withstand elevated temperatures without significant deformation or loss of strength. They are designed to resist oxidation, corrosion, and thermal expansion, ensuring reliable performance in hot environments.
2. Low-Temperature Environments: Similarly, conveyor chains can also be engineered for low-temperature applications. In cold environments, chains made of materials that remain ductile and strong at low temperatures are utilized. These chains are designed to withstand the effects of cold temperatures without becoming brittle or losing their mechanical properties.
It’s important to consult with conveyor chain manufacturers or experts who specialize in extreme temperature applications to select the most suitable chain material and design. They can provide guidance on factors such as material selection, lubrication, and operational considerations to ensure the conveyor chain performs effectively and reliably in extreme temperature environments.
How does lubrication affect the performance of a conveyor chain?
Lubrication plays a crucial role in the performance and longevity of a conveyor chain. Proper lubrication helps to reduce friction, wear, and heat generation, ensuring smooth operation and minimizing the risk of premature failure. Here’s how lubrication affects the performance of a conveyor chain:
1. Friction Reduction: Lubrication forms a thin film between the chain components, reducing friction between metal surfaces. This reduces the energy required for operation, minimizes heat generation, and prevents excessive wear and tear.
2. Wear Prevention: Lubrication forms a protective layer on the chain components, preventing direct metal-to-metal contact. This helps to reduce wear and extend the service life of the chain.
3. Corrosion Protection: Lubricants often contain anti-corrosion additives that protect the chain from rust and oxidation. This is particularly important in environments with high humidity or exposure to corrosive substances.
4. Noise Reduction: Proper lubrication reduces the noise generated during chain operation by minimizing friction and metal-to-metal contact. This can contribute to a quieter and more comfortable working environment.
5. Temperature Control: Lubrication helps to dissipate heat generated during chain operation, preventing excessive temperature rise. This is crucial in high-speed or heavy-duty applications where heat can lead to accelerated wear and reduced chain performance.
6. Maintenance and Service Life: Regular lubrication and proper lubricant selection are essential for maintaining the chain’s performance and extending its service life. Adequate lubrication reduces the need for frequent maintenance, minimizes downtime, and lowers overall operating costs.
It’s important to follow the manufacturer’s recommendations for lubrication frequency and use the appropriate lubricant for the conveyor chain. Regular inspections and maintenance checks should also be conducted to ensure proper lubrication levels and address any issues promptly. Proper lubrication practices will enhance the performance, reliability, and durability of the conveyor chain system.
What are the common causes of conveyor chain failures?
Conveyor chain failures can occur due to various reasons, and identifying the root cause is crucial for preventing future issues. Here are some common causes of conveyor chain failures:
Lack of Lubrication: Insufficient or improper lubrication can lead to increased friction and wear on the chain components, resulting in premature failure.
Excessive Load: Overloading the conveyor chain beyond its rated capacity can cause excessive stress and strain, leading to chain elongation, deformation, or link breakage.
Misalignment: Improper alignment of the conveyor chain can cause uneven loading and excessive wear on specific areas, leading to chain failure.
Environmental Factors: Harsh operating environments, such as high temperatures, corrosive substances, or abrasive materials, can accelerate chain wear and corrosion, leading to failure.
Foreign Objects: The presence of foreign objects or debris on the conveyor system can interfere with the movement of the chain, causing jamming, binding, or chain damage.
Poor Maintenance: Inadequate maintenance practices, such as irregular inspections, failure to address minor issues promptly, or neglecting to replace worn components, can contribute to chain failures.
Incorrect Installation: Improper installation, including incorrect tensioning, misalignment, or using incompatible components, can result in premature chain failure.
Fatigue and Wear: Continuous operation over time can lead to fatigue and wear in the chain, especially in high-speed or heavy-duty applications, resulting in eventual failure.
Regular maintenance, proper lubrication, adequate training for operators, and adherence to manufacturer guidelines can help mitigate these common causes of conveyor chain failures. Conducting routine inspections, promptly addressing issues, and replacing worn components can also significantly extend the life of the conveyor chain.
CA550 K1 attachment is a 2 aspect, 1 gap attachment that is made for CA550 roller chain. We can source CA550 roller chain with K1 attachments in any configuration required to satisfy your actual demands. This K1 attachment is made making use of precision hardened factors to guarantee toughness, operating daily life, and toughness
Chain No.
P
b1
G
F
W
h4
d4
K
mm
mm
mm
mm
mm
mm
mm
mm
CA550K1
41.4
19.eighty one
22.00
fifty two.five
76.2
12.seven
8.3
ten.
CA550K1F3
41.4
19.eighty one
22.00
fifty four.
76.two
12.7
8.3
eleven.5
CA550F4K19F1
41.four
twenty.24
22.23
52.five
76.2
12.7
8.three
ten.
CA550K1F9
forty one.four
19.81
22.00
fifty.8
seventy six.2
twelve.7
8.3
eleven.seven
CA555K1
forty one.four
12.70
22.00
52.five
76.two
12.7
8.three
ten.
Connected Items
Business
US $10-99 / Piece |
100 Pieces
(Min. Order)
###
Usage:
Transmission Chain, Drag Chain, Conveyor Chain, Dedicated Special Chain
Drive chains are an important part of many different types of machinery. In this article, we’ll cover a variety of different types, from square links to engineered steel. From there, we’ll discuss different types of chains, such as double and leaf chains. Let’s take a closer look at each one. Once you know what kind of chain you’re looking for, you can make a buying decision. If you’re not sure where to start, read on to learn more about these types of chains, what to look for when choosing, and how to choose the right chain for your specific application.
Engineering Steel Chain
Engineering steel chains are widely used in conveyors, bucket elevators, tensioning links, transmission chains, etc., and have the characteristics of high strength, low friction, and good shock resistance. Early models of these chains were developed for difficult-to-convey applications. They were originally made of all-steel components with flanged rollers made of cast iron. They then increase in size, strength, and spacing in response to the heavy-duty requirements of the industry. Today, these chains are used in a wide variety of applications, including tough oil drilling operations and forklifts. They offer excellent durability and high power transfer and are available in a variety of materials. They are also ideal for harsh environments such as harsh oil drilling. Their high-strength steel construction means they can handle harsh operating conditions. Their durability is an essential feature of any chain, and CZPT Chains offers a full line of engineered steel chains to meet your exact specifications. A drive chain made of engineered steel consists of several components: links, pin joints, and sprockets. This allows them to carry heavy loads with minimal stretch. Due to its internal mechanical advantage, the chain runs around the sprockets with almost 100% efficiency. Also, the chain is made of special steel that can withstand certain conditions. They are available in different alloys and grades. If you have any questions, please feel free to contact us. Roller chain wear is a major problem for conveyor and drive chains. In these cases, the rollers of the chain are more prone to wear than the bushings, so lubrication is essential. Many chains are designed to work with little or no lubrication. Finally, material selection is an important factor in the design of engineered steel conveyor chains. These factors will help ensure that the chain stays in good shape.
Conveyor Chains with Square Links
There are two basic types of conveyor chains. The first is the square chain, commonly used in cranes and hoists. It’s cheap to manufacture but more prone to overload. The second is a chain that uses hook joints or detachable links. These are used for short-term power transmission and have a lubricating effect. Usually, they are made of malleable iron but can be more expensive. Another type of chain is the removable steel chain. For moderate loads, this is an easy-to-install option. The closed end of the tab should face the sprocket. It is very important to maintain the alignment of the chain relative to the sprockets. The chain should be adjusted to suit the load before installation. It is important to keep the chain lubricated to prolong its life. Steel chains offer a wider selection of materials and heat treatments. This chain is also more accurate than its counterpart. Steel bushing chains are less expensive but require more frequent lubrication. Steel roller chains are often used for long conveyor centers or high loads. However, lower friction requirements require lower strength chains. This means that chains with square links are a better choice for smaller conveyors. But this style has its drawbacks. Bushing chains are made of steel and are an excellent alternative for small-scale applications. The pins are silent and prevent tooth damage. Bushed roller chains are also used to a certain extent as conveyor chains. However, the main advantage of the bushing roller chain is that it does not make any noise at all. Bushed roller chains are made of alloy steel and are suitable for very low-speed applications.
double chain
Double-strand roller chain, also known as a double-strand, consists of two rows of single-strand links. It has high impact strength, low weight, and a small form factor. Duplex roller chains are manufactured using CZPT technology, which uses solid rollers to improve sprocket tooth rotation and reduce shock loads. During the manufacturing process, the metal is heat-treated to increase strength and reduce corrosion. A single chain is designed for a single sprocket, while a double chain consists of two identical chains connected side by side. Double chains are more durable than simple chains because double rollers contain roller bearings, pins, and other components. Simplex drive chains can handle high loads, while duplex drive chains are designed for medium-duty applications.
leaf chain
Blade chains are used in reciprocating devices such as forklifts. They are also used in machine tools for counterweight chains. Leaf chains come in a variety of lengths, usually with female or male ends. Leaf chains can be manufactured in even or odd pitches and are ideal for lifting and balancing. This article will introduce some key uses of leaf chains in drive chains. Additionally, we’ll discuss how they are made and how they behave in applications. Most drive chains today are made from leaf chains. These chains are designed to increase the strength of the chain. However, they are less expensive than other types of chains. You can also purchase specialized leaf chains for certain applications. CZPT Chain also offers custom leaf chains for your unique needs. Leaf chains are commonly used in forklifts, material handling, and lifting applications. They are usually made from high-quality components. The BL1688 Leaf Chain has 8 x 8 laces and is sold in 10-foot boxes or 25- to 100-foot reels. The leaf chain can be cut as needed. When selecting a leaf chain for a specific application, consider the minimum tensile strength of the chain. The minimum breaking strength must be high enough to protect the worker or machine, but must also be legal for the type of machine. Most manufacturers publish this minimum strength requirement. To make the most durable leaf chain, design engineers must consider the ISO4347 standard when choosing the right leaf chain. Leaf chain manufacturers tend to exceed international standards by about 20%.
roller chain
Roller chains are made from a variety of materials. Some common materials include steel and stainless steel. The most suitable material depends on cost, environmental conditions, and horsepower transmission design. Chain manufacturers can optimize the material for the intended use. Depending on its size, spacing, and special construction techniques, it can be made lighter or heavier. This is an advantage for applications in noise-sensitive environments. Below are some examples of common uses for roller chains. The wear of the components in a roller chain is an unavoidable part of its operation. The amount of elongation depends on factors such as lubrication, load, and the frequency of articulation between the pin and bushing. Manufacturing critical wear parts require careful attention to detail. Proper raw materials, manufacturing, and assembly are critical to product performance and longevity. If these components aren’t of high quality, they won’t last as long as the chain should. The industry recommends measuring the wear elongation of the roller chain to determine when it needs to be replaced. Proper safety procedures must be used to measure chain tension. The tight span of the chain shall be measured by applying the measuring load specified by ANSI. A correctly measured roller chain is safe to use. For motorcycles, the chain is bigger and stronger. Often, toothed belts are replaced by shaft drives because they are less noisy and require less maintenance. Tensile strength is the most commonly used measurement method for roller chains. This measurement represents the amount of load the chain can withstand before it breaks. Fatigue strength is another measure of durability. Fatigue strength measures how long a roller chain can withstand long-term use before failing. These two measurements are closely related and maybe the same or different. In addition to tensile strength, fatigue strength is a useful factor to consider when purchasing a chain.