√ HangZhou CHOHO Industrial Co., Ltd. was founded in 1999. Has become the leader of chain system technology, the first batch of natioal recognized enterprise technology center,national technology innovation demonstration enterprise,and the first A-share listed company in China’s chain drive industry.The securities code is 003033. √ CHOHO has 4 subsidiaries, including testing technology and international trading companies. has 4 factories in HangZhou, Thailand factory, ZheJiang R&D Center and Tokyo R&D Center. In addition, CHOHO ZHangZhoug Industrial zone is expected to be completed & put into operation next year. √ We specialized in producing all kinds of standard chains and special chains, such as Agricultural Chain, Sprocket, Chain Harrow, Tillage Parts,Rice Harvester Chain, GS38 Chain, Roller Chain, Automobile Chain, Motorcycle Chain Industrial Chain and so on.Our partners among world top enterprises, such as LOVOL,JOHN DEERE,NEWHOLLAND, CLASS,AGCO,DEUTZFAHR,HONDA, KUBOTA etc.
Packaging Details:
advanced packaging / convenience package / bulk package / Waterproof bag / PE Bag / Premium cardboard box / Regular cardboard Carton / Neutral Box / Wooden case / Steel Pallets or Customization
We are very close to the port of HangZhou, which saves a lot of logistics costs and transportation time!
We have our own logistics company and transportation department. If you need me to deliver goods to your warehouse or other ports in China, such as ZheJiang Port and ZheJiang Port, we can also do it!
******************************************************* After years of quality practice, CHOHO has formed a unique quality culture and a quality management model that strategically achieves global chain system technology leaders in quality management. *******************************************************
∞ Driven by quality culture and strategy
∞ Implementation of R&D,procurement, production and marketing Digital Quality Management of the Whole Value Chain Cycle
∞ Quality Synergy of the Whole Industry Chain
∞ Achievement chain system technology leader
√ CHOHO has a natural brand awareness. As of January 2571, CHOHO has registered the “CHOHO” trademark in more than 60 countries, including the United States, Japan, the United Kingdom, France, Germany, Russia, Spain, Austria, Belgium, Bulgaria, Croatia, Czech Republic, Denmark, Finland, Greece , Hungary, Ireland, Italy, Netherlands, Poland, Portugal, Romania, Ukraine, Sweden, Australia, Algeria, Egypt, Kenya, Morocco, South Korea, Kazakhstan, Mongolia, Syria, Thailand, Pakistan, India, Brazil, Mexico, Colombia, etc.
CHOHO has been invited to participate in many international exhibitions around the world, including industrial exhibitions, agricultural exhibitions, motorcycle exhibitions, engine exhibitions, such as Hannover Messe, Bologna Fair, Canton Fair ,VIV ASIA and other world famous exhibitions!
COOPERATIVE CLIENT
Broad Customer Channels Market Continues to Develop!
Choho Provide Chain System Solutions for The Global Top 500 and The Enterprises in Various Fields Top 10!
FAQ
1. Are you a Manufacturer or Trade Company? -We are a factory focused on producing and exporting Chains for over 36 years and have a professional international trade team. 2. What terms of payment do you usually use? -T/T term 30% in advance,70% balance before shipment. Show your products and packaging before shipping. 3. What is your lead time for your goods? -Normally 1~45 days depending on order quantity & Spec, Stock can be shipped immediately. 4. Do you attend any Shows? -We attend the Hannover Messe, Bologna Fair, Canton Fair, AMTS, VIV ASIA, CIAME, Motor China, PTC Asia, Frankfurt Auto Parts, and other world-famous exhibitions! 5. Do you offer free samples? -Yes, we can. or you just bear the shipping cost. 6. Is OEM available? -Yes, OEM is available. 7. What are your major products? -Our main products are all kinds of Automobile Chain Systems, Motorcycle Chain Systems, Industrial Chain Systems, Agricultural Chain Systems, Bicycle chain Systems, Saw Chains, and Vessel Chain.
OTHER HOT SELL PRODUCTS
Thx for Reading! To know more about CHOHO, kindly visit
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
Material:
Alloy
Structure:
Roller Chain
Surface Treatment:
Polishing
Samples:
US$ 1.99/Meter 1 Meter(Min.Order)
|
Order Sample
A Series Short Pitch Precision Roller Chain Sample
You can apply for a refund up to 30 days after receipt of the products.
What are the considerations for selecting a corrosion-resistant conveyor chain?
When selecting a corrosion-resistant conveyor chain, several considerations should be taken into account to ensure optimal performance and longevity in corrosive environments. Here are the key factors to consider:
– Material Selection:
Choose a conveyor chain material that is resistant to the specific corrosive agents present in the environment. Stainless steel, plastic, and special coatings such as zinc or nickel plating are commonly used for their corrosion resistance properties.
– Corrosion Resistance Ratings:
Review the corrosion resistance ratings of different chain materials and coatings. Look for industry standards such as ASTM or ISO ratings that indicate the material’s resistance to specific corrosive substances or environmental conditions.
– Environmental Factors:
Consider the specific environmental factors that contribute to corrosion, such as humidity, temperature, presence of chemicals or solvents, and exposure to saltwater or acids. Evaluate how these factors may impact the chain’s corrosion resistance requirements.
– Coating or Surface Treatment:
If using a metal chain, consider applying additional coatings or surface treatments to enhance its corrosion resistance. Options may include electroplating, powder coating, or using specialized anti-corrosion coatings.
– Compatibility with Cleaning Methods:
Ensure that the selected chain material is compatible with the cleaning methods and chemicals used in the application. Some corrosive-resistant materials may require specific cleaning procedures to maintain their performance and longevity.
– Operational Considerations:
Take into account the load capacity, speed, and operational requirements of the conveyor system. Ensure that the corrosion-resistant chain can withstand the mechanical stresses and operational demands without compromising its corrosion resistance properties.
– Cost-Effectiveness:
Weigh the initial cost and long-term benefits of using a corrosion-resistant conveyor chain. While corrosion-resistant materials may have a higher upfront cost, they can significantly reduce maintenance, replacement, and downtime costs associated with corrosion-related failures.
By considering these factors, you can select a corrosion-resistant conveyor chain that is well-suited for the specific corrosive environment, ensuring reliable and durable performance in applications such as chemical processing, food production, wastewater treatment, or outdoor environments.
What are the factors to consider when selecting the pitch of a conveyor chain?
When selecting the pitch of a conveyor chain, several factors need to be considered to ensure optimal performance and efficiency. Here are the key factors:
1. Load Capacity: The pitch of the conveyor chain should be selected based on the anticipated load capacity of the system. Consider the weight and size of the conveyed materials to ensure the chain can handle the required load without exceeding its capacity.
2. Speed and Application: The operating speed of the conveyor system and the specific application play a role in determining the pitch. Higher speeds may require smaller pitch chains to maintain smooth and reliable operation.
3. Conveyor Length: The length of the conveyor system affects the selection of the chain pitch. Longer conveyors may require larger pitch chains to distribute the load and reduce tension on individual chain links.
4. Space Constraints: Consider the available space for the conveyor system. Smaller pitch chains may be preferred in applications with limited space to minimize the overall footprint of the conveyor.
5. Wear and Maintenance: The pitch selection should also consider the anticipated wear and maintenance requirements. Smaller pitch chains often provide better wear resistance and may require less frequent lubrication and maintenance.
6. Speed Regulation: If the conveyor system requires speed regulation or precise positioning, the pitch selection should align with the control capabilities of the drive system. Smaller pitch chains can offer finer control and accuracy.
7. Compatibility: Ensure that the selected pitch is compatible with other components of the conveyor system, including sprockets, guides, and attachments. They should be designed to work together smoothly and efficiently.
8. Application Environment: Consider the environmental conditions in which the conveyor will operate. Factors such as temperature, humidity, corrosive substances, or abrasive materials may influence the choice of chain pitch and material to ensure durability and longevity.
By considering these factors, you can select the appropriate pitch for the conveyor chain, ensuring optimal performance, longevity, and reliable operation of the system.
How does a conveyor chain compare to other types of conveyor systems?
Conveyor chains are one of the common types of conveyor systems used in various industries. They offer specific advantages and characteristics that differentiate them from other types of conveyor systems.
1. Versatility: Conveyor chains are highly versatile and can be used for a wide range of applications, including horizontal, inclined, and vertical conveying. They can handle various types of materials, from bulk solids to individual items.
2. High Load Capacity: Conveyor chains are known for their high load-carrying capacity. They are designed to handle heavy loads and can be used in applications where other conveyor systems may not be suitable.
3. Durability: Conveyor chains are built to withstand harsh operating conditions and heavy-duty use. They are made from strong and durable materials, such as steel or alloy, that can withstand abrasion, impact, and wear.
4. Flexibility: Conveyor chains offer flexibility in terms of layout and design. They can be configured to accommodate complex conveyor paths, curves, and multiple discharge points, allowing for efficient material flow and system customization.
5. Cost-Effective: Conveyor chains often provide a cost-effective solution for material handling compared to other conveyor systems. They have a relatively low initial cost, require less maintenance, and have a longer service life.
However, it’s important to note that conveyor chains may not be suitable for every application. Other types of conveyor systems, such as belt conveyors, screw conveyors, or pneumatic conveyors, may offer specific advantages depending on the application requirements, material characteristics, or environmental factors.
Ultimately, the selection of the appropriate conveyor system depends on factors such as load capacity, material properties, layout constraints, cost considerations, and specific application needs.
-HangZhou CHOHO Industrial Co., Ltd. was founded in 1999. Has become the leader of chain system technology, the first batch of natioal recognized enterprise technology center,national technology innovation demonstration enterprise,and the first A-share listed company in China’s chain drive industry.The securities code is 003033. -CHOHO has 4 subsidiaries, including testing technology and international trading companies. has 4 factories in HangZhou, Thailand factory, ZheJiang R&D Center and Tokyo R&D Center. In addition, CHOHO ZHangZhoug Industrial zone is expected to be completed & put into operation next year. -We specialized in producing all kinds of standard chains and special chains, such as Agricultural Chain, Sprocket, Chain Harrow, Tillage Parts,Rice Harvester Chain, GS38 Chain, Roller Chain, Automobile Chain, Motorcycle Chain Industrial Chain and so on.Our partners among world top enterprises, such as LOVOL,JOHN DEERE,NEW HOLLAND, CLASS,AGCO,DEUTZFAHR,HONDA, KUBOTA etc.
Production Capacity Equipment
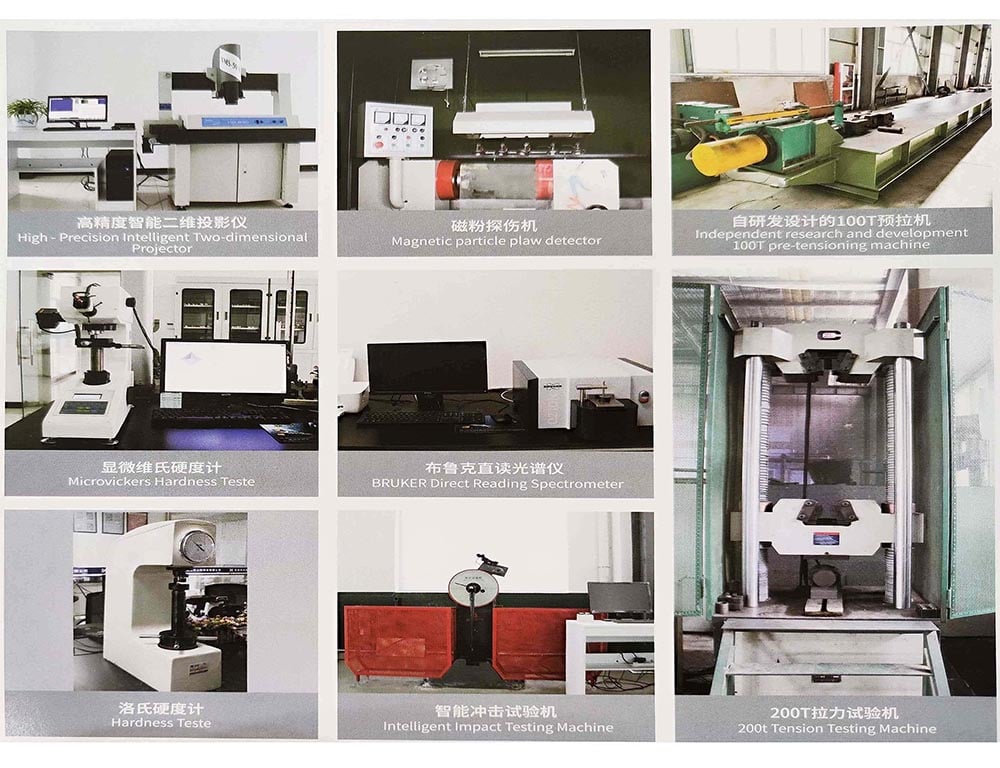
By 2571,CHOHO has more than 2,700 sets of main production equipment and more than 600 sets of high-precision equipment,With the domestic advanced product laboratory and chain production assembly line, CHOHO has strong research and development and testing capabilities for high-end chain products.
Our Advantages
1. Any inquiry you make will be answered professionally within 6~8 hours. 2. Attaches great importance to product quality and approved by many global quality system certification,such as France, Norway, Germany. 3. Focused on Chain since 1999, have rich experience in Production. 4. High-quality workers,First-class advanced equipment,good quality control,advanced technology. 5. Be Good at Custom-Made Products, provide customized services for customers. 6. Participated in the drafting of 24 national and industrial standards such as chains.As of 2571-Mar, CHOHO has 180 authorized patents. 7. With the responsibility of “Providing high quality chain system with the same service life for the global locomotive industry”, have established a strong R&D team.
CHOHO has a natural brand awareness. As of January 2571, CHOHO has registered the “CHOHO” trademark in more than 60 countries, including the United States, Japan, the United Kingdom, France, Germany, Russia, Spain, Austria, Belgium, Bulgaria, Croatia, Czech Republic, Denmark, Finland, Greece , Hungary, Ireland, Italy, Netherlands, Poland, Portugal, Romania, Ukraine, Sweden, Australia, Algeria, Egypt, Kenya, Morocco, South Korea, Kazakhstan, Mongolia, Syria, Thailand, Pakistan, India, Brazil, Mexico, Colombia, etc.
Product Advantages
Certifications
CHOHO attaches great importance to product quality and approved by many global quality system certification, such as France, Norway, and Germany. Through the establishment of a sophisticated production management process and quality control system, the entire product process control is achieved. With the introduction of advanced production, processing, and testing equipment, CHOHO has internationally leading full-process quality control capabilities to provide customers with high-quality products.
Choho Provide Chain System Solutions for The Global Top 500 and The Enterprises in Various Fields Top 10!
Broad Customer Channels Market Continues to Develop!
CHOHO has been invited to participate in domestic & international agricultural machinery exhibitions, such as Hannover Messe, Bologna Fair, Canton Fair ,VIV ASIA and so on!
Packaging & Shipping
Packaging Details:
Chain+Plastic Bag+Neutral Box+Wooden case+Big Carton+Steel Pallets or Customization
FAQ
1. Are you manufacturer or trade Company? We are a factory focused on producing and exporting Chain over 23 years,have a professional international trade team. 2. What terms of payment you usually use? T/T 30% deposit and 70% against document, L/C at sight 3. What is your lead time for your goods? Normally 30~45 days.Stock can be shipped immediately. 4. Do you attend any Show? We attend Hannover show in Germany, EIMA in Italy, CHINAMFG in France, CIAME in China and many other Agricultural machinery shows. 5.Do you offer free samples? Yes,we can.or you just bear the shipping cost. 6.Is OEM available? Yes, OEM is available. We have professional designers to help you design.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
Usage:
Transmission Chain, Conveyor Chain, Dedicated Special Chain, Roller Chain
You can apply for a refund up to 30 days after receipt of the products.
How does a conveyor chain handle accumulation and indexing applications?
In conveyor systems, accumulation and indexing refer to specific methods of controlling the movement and positioning of items along the conveyor line. A conveyor chain can effectively handle these applications through the use of specialized components and control mechanisms. Here’s a detailed explanation:
Accumulation:
– Accumulation refers to the process of temporarily storing or buffering items on the conveyor to control the flow of materials. Conveyor chains designed for accumulation applications typically incorporate features such as low-friction chain guides, accumulating zones, and sensors.
– In an accumulation conveyor chain system, the chain is divided into discrete zones where items can accumulate. As products enter a zone, the chain slows down or stops, allowing items to accumulate without colliding with each other. Sensors or photoelectric cells detect the presence of items in each zone and provide signals to control the chain movement.
– The accumulation zones in the conveyor chain system can be controlled in different ways, such as through the use of motorized rollers, pneumatic devices, or electronic sensors. This ensures a controlled and synchronized flow of items along the conveyor line.
Indexing:
– Indexing refers to the precise positioning of items at specific intervals along the conveyor line. This is commonly used in applications where accurate positioning or sequencing is required, such as assembly or packaging processes.
– Conveyor chains designed for indexing applications incorporate specialized index pins, stops, or precision indexing drives. These components work together to accurately position items at predetermined locations along the conveyor.
– The indexing mechanism of a conveyor chain system can be driven by mechanical cams, servo motors, or programmable logic controllers (PLCs). The indexing motion can be synchronized with other processes or machines downstream to ensure precise assembly or packaging operations.
– By combining accumulation and indexing capabilities, a conveyor chain system can handle a wide range of applications, including sorting, buffering, sequencing, and automated assembly. It provides control over the flow and positioning of items, allowing for efficient material handling and optimized production processes.
What are the safety measures for working with heavy-duty conveyor chains?
Working with heavy-duty conveyor chains requires strict adherence to safety measures to protect the workers and maintain a safe working environment. Here are some important safety measures to consider:
1. Proper Training: All personnel involved in working with conveyor chains should receive comprehensive training on the safe operation and maintenance of the equipment. This includes understanding the potential hazards, safety procedures, and proper use of personal protective equipment (PPE).
2. Equipment Inspection: Regular inspection of the conveyor chain and associated components is crucial to identify any signs of wear, damage, or malfunction. This includes checking for loose fasteners, worn sprockets, misalignment, and any other potential hazards. Any issues should be addressed promptly to prevent accidents.
3. Lockout/Tagout: Before performing any maintenance or repair tasks on the conveyor chain, proper lockout/tagout procedures must be followed. This ensures that the equipment is de-energized and isolated from any power source to prevent accidental startup or movement.
4. Personal Protective Equipment (PPE): Workers should wear appropriate PPE, including safety glasses, gloves, steel-toed boots, and hearing protection. The specific PPE requirements may vary depending on the nature of the work and the potential hazards involved.
5. Safe Work Practices: Workers should follow safe work practices, such as avoiding loose clothing or jewelry that can get caught in the chain, keeping hands and clothing clear of moving parts, and using proper lifting techniques when handling heavy loads.
6. Emergency Stop Systems: Conveyor systems should be equipped with emergency stop buttons or pull cords that allow workers to quickly stop the chain in case of an emergency or hazardous situation.
7. Regular Maintenance: Scheduled maintenance and lubrication of the conveyor chain should be performed according to the manufacturer’s recommendations. This helps to ensure optimal performance and minimize the risk of unexpected failures.
8. Clear Warning Signs and Labels: Proper signage, warning labels, and safety instructions should be clearly displayed near the conveyor chain system to remind workers of potential hazards and safe operating procedures.
9. Regular Safety Training and Communication: Ongoing safety training and communication among the workforce are vital to reinforce safe practices and raise awareness of any changes or updates to safety protocols.
By implementing these safety measures and fostering a safety-conscious culture, the risks associated with working with heavy-duty conveyor chains can be minimized, ensuring the well-being of the workers and the efficient operation of the equipment.
What are the main components of a conveyor chain?
The main components of a conveyor chain include:
Chain Links: Chain links are the individual components that make up the conveyor chain. They are typically made of metal and are connected to form a continuous loop. The design and configuration of the chain links can vary depending on the specific application and load requirements.
Pins: Pins are the cylindrical components that hold the chain links together. They are inserted through the end of each chain link to create a solid connection. Pins are usually made of hardened steel to withstand the forces and friction within the conveyor system.
Sprockets: Sprockets are toothed wheels that engage with the chain links and provide the driving force to move the conveyor chain. They are typically made of durable materials such as steel or plastic and are designed to match the pitch and profile of the conveyor chain. Sprockets come in various sizes and configurations depending on the desired speed and load capacity of the conveyor system.
Guide Rails: Guide rails are stationary components installed along the conveyor path to guide and support the movement of the conveyor chain. They help maintain proper alignment and prevent the chain from derailing or deviating from its intended path.
Tensioners: Tensioners are devices used to maintain the proper tension in the conveyor chain. They ensure that the chain remains taut and engaged with the sprockets, preventing slack or excessive sagging. Tensioners can be adjusted to accommodate variations in chain length and to compensate for wear over time.
Attachments and Accessories: Depending on the specific application, conveyor chains may include various attachments and accessories. These can include cleats, flights, buckets, or other devices that aid in the movement and handling of specific types of materials. These attachments are typically secured to the chain links at specific intervals or locations.
The combination of these components creates a robust and reliable conveyor chain system capable of efficiently transporting materials in a wide range of industrial applications.
* For particulars and much more chain measurements, pls make contact with me * 16 inch chainsaw chain * 100% model new and high high quality * It is created of higher high quality metal substance, strong and tough, give a extended lifestyle services. * Effortless to install and practical to use. * Perfect for backyard or agricultural use. Packing:
FAQ:
Can we buy the shade we want?
Of course,we can make any shade you want.
Can you do custom’s emblem on the chain?
Sure,we can do custom’s brand by molding.Need your Authorization Letter.
What is your observed chain sample price?
Triple wholesale value.Sample price can be returned following location buy afterwards.
How to check out factory?
Leave us a concept,and we will choose you up by automobile for free.
What is your mass merchandise supply time?
30days for 20,000pcs.Exact time should be according to the QTY.
Our mission is easy: to provide the greatest items and services to our clients at the lowest rates possible.
We get great pride in our factory, our determination to client support and in the goods we sell.
Our on-line keep is designed to supply you with a safe and safe environment to browse our merchandise catalog.
Make merchandise with excellent good quality.
Free of charge samples.
Affordable value
OEM/ODM
Technological Support
Xihu (West Lake) Dis. you choose the proper saw chain of what you require.
The process of manufacturing a drive chain starts with bushing. Both inner and outer diameters are strictly measured to ensure tight tolerances. The roundness of the bushing is critical as irregular surfaces in the contact area can cause accelerated wear and shorten chain life. That’s why the CZPT manufacturing process is carefully designed to optimize the wear performance of the chain. There are several types of bushings including roller, forged rivetless, flat top, and timing.
roller chain
The tensile strength of a roller chain is the number of pounds it can withstand before breaking. Fatigue strength is equally important, although the two do not necessarily go hand in hand. Fatigue strength depends on several factors, including the quality of steel used in manufacturing, the quality of the pitch holes, the type of shot peening used, and the thickness and design of the link plates. Here are some things to consider when choosing a roller chain for a drive chain. When sizing a chain, first determine how much power will be delivered. Then, determine how many teeth you need for the drive sprocket. The gear ratio is approximately 2:1. The number of sprocket teeth depends on the size of the motor. A chain with a higher tooth count requires fewer teeth than a smaller chain. The size of the drive sprocket also depends on the horsepower of the motor. Before installing rollers or conveyor chains, make sure the drive system is properly aligned. If the drive chain is misaligned, the load on other components will be uneven. This can cause excessive wear on the sprocket or roller chain. Also, check that the sprocket is as close to the bearing as possible. Connecting links can be secured using openings or spring clips. Different manufacturing processes can affect the performance of the roller chain. Some manufacturers have chains pre-installed at the factory to minimize initial stretch. Others build chains by preloading sprockets and ensuring consistent precision heat treatment. The final product may have greater elongation or less wear than previous products. It is best to follow the manufacturer’s recommendations to extend the life of the roller chain. If you are interested in purchasing a new drive chain, please contact a trusted supplier in your area.
Drop forged rivetless chain
Forged rivetless drive chains are ideal for applications where flexibility and strength are critical. The chain consists of forged steel components for high strength and lightweight. These chain assemblies are easy to assemble without the use of tools and are commonly used on carts, assembly lines, and drag conveyors. They are also compatible with related chain, drive, and accessory products. They have a short turning radius and therefore high flexibility and strength. The X-348 Forged Rivetless Chain is an example of such a drive chain. This chain is perfect for automated machines that run late at night. It is available in a variety of weight limits and sizes. The chain is pre-stressed after assembly, and a two-year parts replacement warranty is standard. Its durability is also enhanced by the inclusion of push dogs that engage the front floating dogs on the leading free cart. In addition to this type of chain, CZPT also offers a full line of Caterpillar Drive chains. They are designed to provide fatigue-free operation. The drive jaws are one-piece forged induction hardened steel compatible with forged rivetless chains. There are many special custom chains to choose from. These forged chains can be installed on Caterpillars as well as other types of tractors for maximum durability and efficiency. Distributors of forged chain products offer a variety of sizes, pitches, and materials for material handling and conveying systems. Typically, this type of chain is used in conveyor and lifting applications and ranges from 3 inches to 9 inches. Depending on size and thickness, it is ideal for a variety of industries including automotive, food, paper, and steel mills. In addition, the chain is corrosion-resistant and corrosion-free.
flat top chain
The flat-top drive chain is used for conveying large and medium workpiece pallets. These chains are available in a variety of materials and designs, including plastic, steel, and stainless steel. The steel flat top chain provides high wear resistance and excellent noise reduction. Steel flat-top chains are suitable for applications requiring high loads and excellent workmanship. HD profiles are compatible with steel flat-top chains and are highly recommended for extreme applications. CZPT produces two types of flat-top chains. Tabletop chains are similar to wing door hinges, while MatTop chains are assembled using full-width pins. Both types are available in standard widths of 3.25 to 12 inches and are shipped in 10-foot sections. Both types can be shaped according to the width of the chain. Double hinge pin flat-top chains are available with a variety of hinge pins. There are TAB and standard hinge pins for different machines and drive methods. A flat-top chain with dual-hinge pins will provide higher load carrying capacity, but be aware of the hinge pin size and style required for your application. The hinge pins should be long enough to ensure a smooth and smooth delivery. Double hinge pin flat top drive chains are available in a variety of sizes and designs. Using standardized components and modules, the flat-top chain conveyor system is highly adaptable and can be seamlessly integrated into any production process. It can also be extended to handle a wider range of containers. Using a single drive, the CZPT system can be extended to a length of 40 meters. Its versatility makes it the choice of many industries. There is also a wide variety of flat-top drive chains to choose from.
time chain
The drive chain is a critical component of any internal combustion engine. They transmit the rotation of the crankshaft to the camshaft via the timing chain. These chains have been standard in cars since the turn of the 20th century, and while toothed belts have become a more cost-effective alternative, manufacturers such as Mercedes-Benz and BMW remain loyal to traditional chain drives. Timing chains come in many shapes and sizes, with different designs depending on the type of load they must carry. Roller chains are the most common and offer an excellent balance of strength and NVH performance. Its design is similar to a bicycle chain, and the inner link consists of two blades pressed into the holes of the sprocket. Roller chains can also pass through smaller diameter sprockets, and roller chains take up less space than chain links. The length of the chain allows it to stretch over time. In addition, improper oil maintenance can lead to premature timing chain damage. Without an oil change, the chain is not lubricated, causing the rollers and links to rub against each other. This can cause excessive chain wear and eventually chain breakage. To avoid premature timing chain failure, it is advisable to have your vehicle inspected by a mechanic. For automotive timing chains, the CZPT website offers the best prices for the timing chain you need. You can find the right timing chain for your car by registering on this website. You can also contact a mechanic to get the parts you need. If you don’t know how to diagnose your timing mechanism, you can always check the owner’s manual or the manufacturer’s website. It is critical to follow the manufacturer’s recommendations to avoid catastrophic failure.
Oil-impregnated bushing
Oil-impregnated bushings for drive chains are an excellent solution to drive chain lubrication problems. Usually, drive chains require additional lubrication, but by adding special oil-impregnated bushings, the chain can run without lubrication. Oil-immersed bushings, such as those of the CZPT brand for CZPT, are specially manufactured for this purpose. They capture oil during operation and release it onto the bearing surfaces, returning it to the bushing by capillary action. Since their introduction to the automotive industry, engineered composite plastic bushings have been shown to provide longer service life and save up to 40% in maintenance costs. They have replaced bronze in thousands of applications, including pumps, medical equipment, and food processing machinery. Because oil-impregnated bronze bearings rely on capillary action, they must rotate to maintain a complete lubricating film. However, several factors prevent this film from fully forming, including low speeds and intermittent use. During the manufacturing process, oil-impregnated bushings are manufactured to meet the wear resistance requirements of the drive chain. The sintered density of the oil-impregnated sintered bushing determines its mechanical strength. The larger sintered density increases the wear resistance of the oil-impregnated bushing but reduces the mechanical strength. Whether or not a drive chain is lubricated will determine its overall life. Proper lubrication can extend chain life by 100% compared to a chain without proper lubrication. Proper lubrication means using high-quality oils without additives and oils that flow freely at prevailing temperatures. Indirect heating is required by immersing the drive chain in the molten pool as certain additives prevent oil from entering the chain joint.